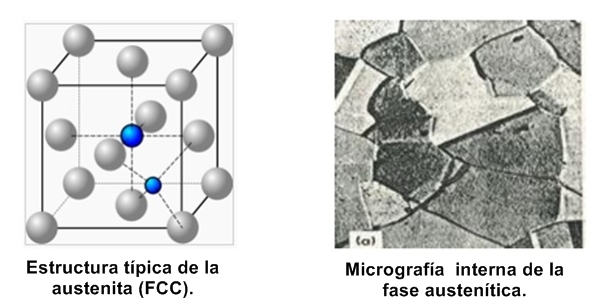
Fase Austenítica (0 hasta 2,1% C)
La austenita es el constituyente más denso de los aceros y está formado por una solución sólida por inserción de carbono en hierro gamma, como lo muestra la Figura 5.3 La cantidad de carbono disuelto, varía de 0 a 2.1 % C que es la máxima solubilidad a la temperatura de 1130 °C.
La austenita presenta las siguientes características:
- Baja temperatura de fusión.
- Baja tenacidad.
- Excelente soldabilidad.
- No es magnética.
La austenita está formada por cristales cúbicos centrados en las caras estructura (FCC).

Figura 5.5 Microestructura interna de la austenita. [6]
Fase Ferrítica
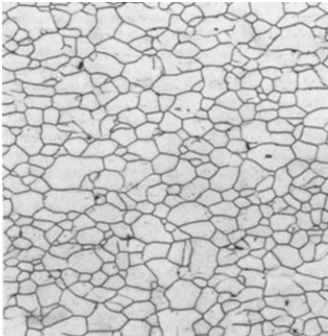
Ferrita alfa α (0 hasta 0,022%C)
Es el nombre dado a la solución sólida α. Su estructura cristalina es BCC con una distancia interatómica de 2.86 Å. Prácticamente no disuelve en carbono, como se puede observar en la Figura 5.4, donde se tiene un acero con bajo porcentaje de carbono.
La máxima solubilidad es 0,022% de C a 727°C, y disuelve sólo 0,008% de C a temperatura ambiente.
Microestructura interna de la ferrita. [7]
Ferrita delta δ (0 hasta 0,09%C)
Se inicia a los 1400ºC y presenta una reducción en la distancia interatómica que la hace retornar a una estructura cristalina BCC. Su máxima solubilidad de carbono es 0.007% a 1487ºC. Las características de la ferrita δ son:
- Muy blanda.
- Estructura cristalina BCC
- Es magnética.
- Muy poca posibilidad de disolución del carbono.
La ferrita experimenta a 912°C una transformación polimórfica a austenita FCC o hierro γ. No posee una importancia industrial relevante. A partir de 1537ºC se inicia la fusión del Fe puro.
La ferrita δ es como la ferrita α, y sólo se diferencian en el tramo de temperaturas en el cual existen.
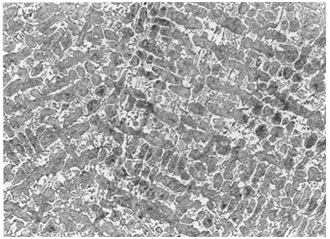
Fase Cementita (0,022% a 6,67%C)
Se forma cementita (Fe3C) cuando se excede el límite de solubilidad del carbono en ferrita α por debajo de 727°C (la composición está comprendida en la región de fases α+Fe3C). La cementita, desde el punto de vista mecánico, es dura y frágil, y su presencia aumenta considerablemente la resistencia de algunos aceros.
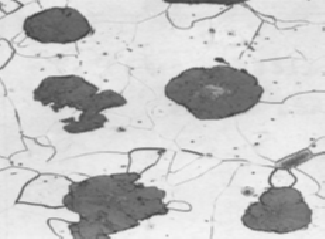
La cementita se presenta de forma oscura al ser observada al microscopio como se puede ver en la Figura 5.5, Estrictamente hablando, la cementita es sólo metaestable; esto es, permanece como compuesto a temperatura ambiente indefinidamente. Pero si se calienta entre 650 y 700°C durante varios años, cambia gradualmente o se transforma en hierro α y carbono, en forma de grafito, que permanece al enfriar hasta temperatura ambiente. Es decir, el diagrama de fases no está verdaderamente en equilibrio porque la cementita no es un compuesto estable. Sin embargo, teniendo en cuenta que la velocidad de descomposición de la cementita es extraordinariamente lenta, en la práctica todo el carbono del acero aparece como Fe3C en lugar de grafito y el diagrama de fases hierro-carburo de hierro es, en la práctica, válido.
Microestructura interna de la cementita[8]
Las zonas oscuras corresponde a cementita que es el mayor constituyente en la fundición blanca, las zonas claras corresponden a perlita
La cementita posee las siguientes propiedades:
- Alta dureza.
- Muy frágil.
- Alta resistencia al desgaste.
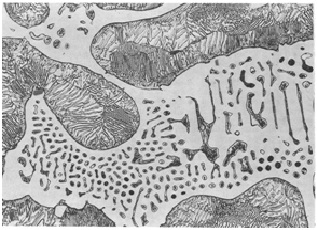
Fase Ledeburita
La ledeburita no es un constituyente de los aceros, sino de las fundiciones. Se encuentra en las aleaciones Fe-C cuando el porcentaje de carbono en hierro aleado es superior al 25%, es decir, un contenido total de 1.76% de carbono.
La ledeburita se forma al enfriar una fundición líquida de carbono (de composición alrededor del 4.3% de C) desde 1130ºC, siendo estable hasta 723ºC, descomponiéndose a partir de esta temperatura en ferrita y cementita. Está formada por 52% de cementita y 48% de austenita. La ledeburita no existe a temperatura ambiente en las fundiciones ordinarias debido a que en el enfriamiento se transforma en cementita y perlita; sin embargo en las fundiciones se puede conocer las zonas donde existió la ledeburita por el aspecto eutéctico con que quedan las agrupaciones de perlita y cementita.
Microestructura interna de la ledeburita [8]
Es la mezcla eutectoide que contiene 0,77 % de C y se forma a 727°C a un enfriamiento muy lento. Es una mezcla muy fina, tipo placa o laminar de ferrita y cementita. Se le da este nombre porque tiene la apariencia de una perla al observarse microscópicamente a pocos aumentos.
Cuando esta estructura laminar es muy fina (las láminas son muy delgadas) la perlita se ve al microscopio óptico como negra. Sin embargo ambas fases, ferrita y cementita en condiciones normales de ataque son blancas. El color oscuro o negro lo producen el gran número de límites de grano existentes entre la matriz ferrítica y las láminas de cementita. Se comprende que cuanto más anchas sean las láminas (se habla entonces de perlita abierta o basta) la tonalidad se irá aclarando hasta poder distinguirse las distintas láminas, no por ello la perlita pierde su carácter de microconstituyente.
Hay dos tipos de perlita:
- Perlita fina: dura y resistente.
- Perlita gruesa: menos dura y más dúctil.
La perlita gruesa es más dúctil que la perlita fina a consecuencia de la mayor restricción de la perlita fina a la deformación plástica. Mecánicamente las perlitas tienen las propiedades intermedias entre la blanda y dúctil ferrita y la dura y quebradiza cementita.

Micro-estructura interna de la perlita [9]
Fase Grafito
Cuando las aleaciones hierro carbono, exceden el 2% de carbono se tiende a formar grafito, en la matriz de la aleación. Es especialmente cierto en la fundición gris, donde el grafito aparece en forma de escamas y es una característica predominante de la microestructura. En la Figura 5.8 se observa la una forma típica del grafito, la cual muestra la formación de este en forma de esferas.
Microestructura interna del grafito [8]
Es bastante duro, por lo que una cantidad elevada de grafito hace que la aleación sea muy dura pero a la vez, muy frágil, además los copos de grafito imparten una buena maquinabilidad actuando como rompe virutas, y también presentan una buena capacidad de amortiguación.













{kind=link}